
Entwéckelt Äert Brëllendeckel sech nodeems et gefaalt gouf?Mir léisen dëst Problem komplett a 4 Schrëtt
Hutt Dir schonn emol mat dësem Problem ze dinn?
Nodeems een eng Zäit laang e fein handwierklecht Brëlleetui benotzt huet, fänken un, kleng Falten opzetrieden, wou den Deckel ëmmer erëm op- a zougeet, an d'Lieder kann souguer blasen oder delaminéieren. Dëst beaflosst net nëmmen d'Erscheinung, mee ënnergrueft och d'Héichwäertegkeet vun der Mark däitlech.
Firwat entstinn Falten?
D'Ursaach läit an der relativer Verrécklung tëscht dem Uewerflächenmaterial (PU-Lieder, Stoff) an der Zwëschenträgerschicht beim widderhuelende Béien. Zesumme mat der onzureichender Elastizitéit vum Material verhënnert dëst, datt d'Uewerfläch nees an e flaache Zoustand zréckkënnt.
Als Hiersteller vu Brëlleetui mat16 JoerAus Erfahrung hu mir de Problem vum Falten vum Aelid duerch déi folgend 4 Kärprozesser komplett geléist. Hei drënner weist eng Rei vu Vergläichsfotoen aus dem richtege Liewen d'Resultater visuell:
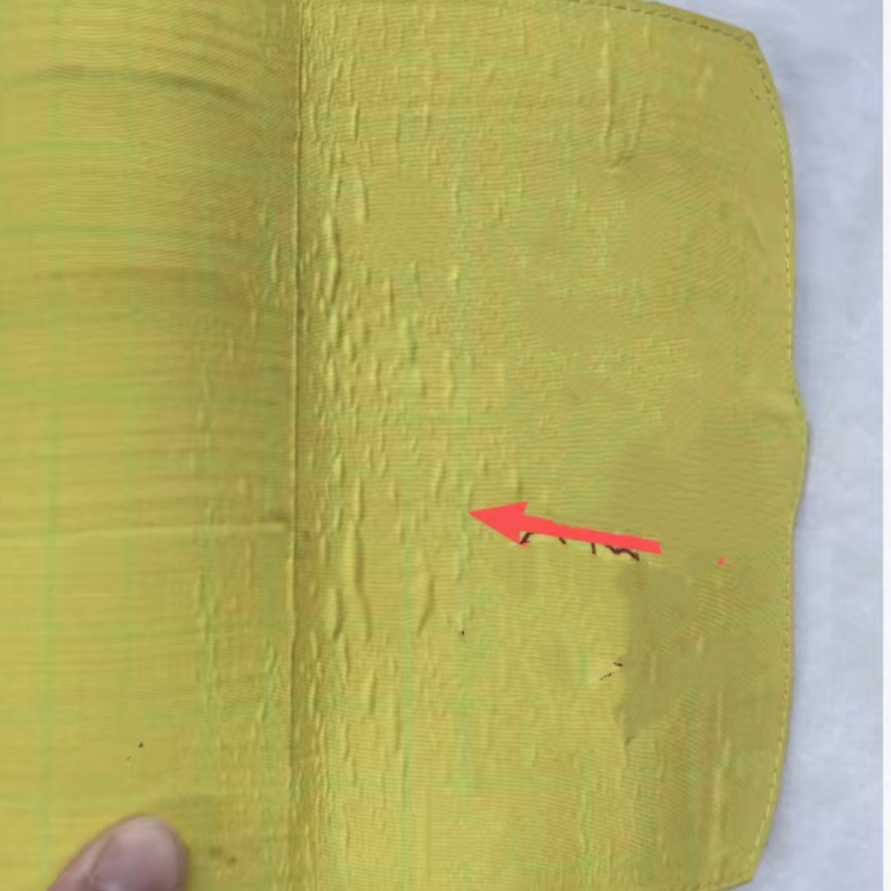
Standard-Verfahren Brëlleetui – Siichtbar Falten erschéngen op der Uewerfläch nom Béien

Eise Prozess – D'Uewerfläch bleift glat a knitfräi, och wann se an déi entgéintgesate Richtung gebéit gëtt
Schrëtt 1: Materialvirbehandlung – Verdickung & ëmweltfrëndlech Klebstoffauswiel
Verschidde Materialien erfuerderen ënnerschiddlech Behandlungsmethoden. Mir applizéieren keen "One-Size-Fits-All"-Usaz fir all Materialien.
Mëllt oder dënnt Lieder: Als éischt maache mir e Verdickungsprozess fir d'Steifheet vum Material ze erhéijen. Wärend der Verdickung wielen mir strikt spezialiséiert ëmweltfrëndlech Klebstoffer baséiert op dem Materialtyp. Zum Beispill gëtt PU-Lieder mat engem Liederspezifesche Klebstoff kombinéiert fir eng staark Haftung ze garantéieren ouni d'Uewerfläch ze beschiedegen.
Stoffmaterialien: Well Stoff liicht Fiichtegkeet aus dem Klebstoff absorbéiert, wat zu Verhärtung oder Delaminatioun féiert, benotze mir stoffspezifesch Klebstoffer. Jee no Situatioun droe mir eng zweet Schicht Klebstoff op, fir eng staark Verbindung ze garantéieren an e mëllt Gefill ze behalen.
Resultat: Dat virbehandelt Uewerflächenmaterial weist eng däitlech verbessert Zugfestigkeit op, wat d'Grondlag fir déi spéider Formung leet.
Schrëtt 2: D'Kärschicht verkleeden – Duebelsäiteg Klebstoffapplikatioun fir eng zolidd, integréiert Struktur
D'Kärschicht vum Brëllehülle (aus Karton, Kraftpabeier, Spezialpabeier, asw.) déngt als drockbeständegt Kader. Wann d'Verbindung tëscht der Kärschicht an der äusserer Schicht schwaach ass, verréckelen sech d'Schichten a falen, wann d'Hülle gebéit gëtt.
Mir wielen ëmweltfrëndlech Klebstoffer, déi speziell fir Pabeier entwéckelt goufen, op Basis vun den Eegeschafte vum Pabeier.
Schlësselprozess: Klebstoff op d'Kärschicht opdroen + Klebstoff op d'Récksäit vun der äusserer Schicht opdroen. Beim Warmpressen andréngen déi zwou Schichten Klebstoff aneneen, wouduerch en "chemesche Schweess"-Effekt entsteet. D'Klebstäerkt ass wäit méi staark wéi déi vun enger eenzeger Säit. Och no widderholltem Béien trennen sech déi zwou Schichten net.
Resultat: Déi baussenzeg Schicht an d'Kärschicht sinn komplett verbonnen, wouduerch déi relativ Bewegung grondsätzlech eliminéiert gëtt.
Schrëtt 3: Hëtztpressen – D'Form "auswenden"
Dëst ass dee Schrëtt, deen am einfachsten iwwersinn gëtt, awer och am wichtegsten. Fir Käschten ze spueren, loossen vill Fabriken den Hëtztpressprozess aus a verloossen sech eleng op manuell Falten oder Kaltpressen, wouduerch d'Material no der Béiung net méi a seng ursprénglech Form zréckkënnt.
Eise Prozess:
Setzt dat mat Klebstoff beschichtete Hallefprodukt an eng speziell Warmpressform.
Präzis Temperatur halen(80–120°C)an Drock fir eng bestëmmten Zäit(10–30 Sekonnen).
Duerch d'Hëtztpressen kann de Klebstoff komplett aushärten, während d'Uewerfläch an d'Zwëscheschichten permanent un d'Krümmung vun der Form ugepasst ginn.
Resultat: Och wann se an déi entgéintgesate Richtung gebéit oder laangfristeg benotzt ginn, ginn hëtzegepresst Deckel dank dem "Formgedächtnis" vum Material séier an e flaache Zoustand zréck a bleiwen dofir faltfräi a verzerrungsfräi.
Schrëtt 4: Verbesserung vum Kärschichtmaterial – PVC-Placken: Déi käschtegënschteg Wiel
Traditionell Kärschichten benotzen typescherweis Karton oder Kraftpabeier, déi zwar ëmweltfrëndlech sinn, awer eng limitéiert Widderstandsfäegkeet géint widderholl Biegen hunn. Mir bidden eise Clienten eng besser Alternativ: PVC-Placken.
Virdeeler: PVC-Placken bidden exzellent Flexibilitéit a Widderstandsfäegkeet. Bei der selwechter Déckt ass hir Biegebeständegkeet 3-5 Mol sou héich wéi déi vu Karton.
Präis-Leeschtungsverhältnis: Ähnlech wéi héichwäertege Karton, awer mat enger däitlech méi laanger Liewensdauer. Laangfristeg Benotzung féiert net dozou, datt d'Material duerch Feuchtigkeitsabsorptioun mëll gëtt oder zu Delaminatioun a Falten féiert.
Ideal Uwendungen: Besonnesch gëeegent fir Brëlleetuien, déi dacks opgemaach a zougemaach musse ginn a laangfristeg benotzt musse ginn (wéi z.B. Modeller fir alldeeglech Pendler).
Resultater: Mat enger PVC-Kärschicht an enger hëtzegepresster Formung kann den Deckel Zéngdausende vu Biegungen aushalen, während hien esou glat a flaach bleift wéi nei.
Resumé: Eist Engagement
Iwwer e véierstufege Prozess - méi déckt Material + duebelsäiteg Klebstoffbeschichtung + Hëtztgepresste Formung + Premium PVC-Kärschicht - produzéiere mir d'Brëllenhüllen:
Verhënnert Falten och no widderholltem Op- a Zoumaachen
Widderstand géint Verformung, och wann se an déi entgéintgesate Richtung gebéit gëtt
Verhënnert datt d'Uewerfläch vum Lieder ofblättert oder blubbert
Bitt eng Liewensdauer, déi wäit iwwer Standardproduktiounsprozesser erausgeet
Wann Dir frustréiert sidd iwwer Falten an Ären aktuellen Brëlleetuiedeckel, oder wann Dir méi héichwäerteg Verpackunge fir Är Mark wëllt kreéieren, kontaktéiert eis w.e.g. fir Proben unzefroen oder technesch Detailer ze diskutéieren.
Frot elo un fir gratis Materialproben an Testberichter ze kréien.
YouTube Videoen:https://www.youtube.com/shorts/oqot12p3FCc